【先進複合配方熱熔膠片之製鞋導入經驗】
一、 現階段製鞋工廠使用前後、套材料之現況分析與說明:
1. 「化學港寶(KP)」:浸甲苯使港寶軟化後置入鞋面之前、後套。
甲苯為有毒溶劑且具刺激性氣味,不符合環保概念。
甲苯易產生鞋面材料之污染,造成不良品。
「化學港寶」的成型效果、彈性與軟硬度難以控制。
2. 「熱熔膠港寶」:以不織布為基底材質,表面塗上熱熔膠原料。
軟硬度由厚度來決定,部份材料需填加硬塑膠層以增加硬度。
一般操作溫度在120~140℃或甚至更高,須注意因高溫導致損壞鞋面之狀況。
由於開放時間太短或機器操作溫度不足,易造成皺紋、發角等不良狀況。
二、 『先進複合配方熱熔膠片』之全新概念
1. 軟硬度與彈性:
揚棄傳統上按材料厚度來決定軟硬度的概念,『先進複合配方熱熔膠片』不僅沒有傳統熱熔膠片之不織布基底材質,並且使用獨特之複合化學配方來決定其軟硬度與彈性;也就是說,其完全可塑之特性解決了原本易產生皺紋、發角等惱人狀況;更可以透過複合配方之調整,在同樣厚度之下,表現出不一樣的軟硬度、彈性等成型效果。
2. 操作溫度穩定: (☆活化溫度:80~90℃;貼合溫度:95~100℃)
因操作溫度降低可減少鞋面損壞率、縮短修補時間與降低人工之耗費。
3. 開放時間較長: (☆活化開放時間可達3~5分鐘)
一般熱熔膠港寶之開放時間在30~40秒即回復原來之硬度。相較之下,『先進複合配方熱熔膠片』在操作流程上更方便,更有效率。
4. 特殊貼合效果:
除了不需要在皮面或內裡上塗抹任何黏著劑,使用後踵定型機即可獲得最佳之貼合效果之外,『先進複合配方熱熔膠片』之特殊貼合效果,可使油皮(Oil Skin)在不需經過除油處理下,即可達到理想之貼合效果。
三、 『先進複合配方熱熔膠片』之材料技術比較
1. 『貼合』能力與效果
一般傳統之熱熔膠港寶:是按其設計之功能,在不織布內裡材料表層之單面或兩面塗上不同成份之熱熔膠層。當這類材料進行削邊處理程序時,免不了會將塗膠層削去,而影響面部或內裡材料之貼合效果,當然也直接影響鞋子之品質。
換用『先進複合配方熱熔膠片』產品,可使上述缺失迎刃而解。因為這種產品之特點是:本身以完全複合之化學配方製成,在材料之任何一面或一點均具有同樣的熱熔貼合效果;即使削邊亦不影響其貼合能力。
2. 『成型』能力與效果
一般傳統之熱熔膠港寶,由於材料品質與成型效果之不同,因此活化溫度之變化幅度很大。有些材料所需之活化溫度較低,卻發生成型效果不佳或穿了一段時間後即變形的現象;
另外也有一些材料之成型效果很好,但在製鞋過程中需要很高的活化與定型溫度,常常使一些不耐高溫之鞋面或內裡材料遭到破壞。
『先進複合配方熱熔膠片』產品本身所含之特殊聚合物成份,可以完全克服上述的所有缺點。
『先進複合配方熱熔膠片』產品在貼合與軟化之特性上,已完全脫離傳統熱熔膠港寶之概念與性質。從–30℃到+70℃之間的定型效果、貼合能力與軟硬度等方面,幾乎完全不會改變;當溫度高於+75℃以上時,材料本身開始逐漸軟化,並在到達額定溫度時,產生可黏著貼合之效果。
3. 完全符合製鞋過程的『開放時間』
一般傳統之熱熔膠港寶,有一個共同的現象,就是「開放時間短」;也就是當材料溫度低於軟化溫度時,材料會很快回復到原來的硬度。
「開放時間短」基本上是一個不易克服的技術問題;但開放時間太長也同樣產生製鞋過程的不便。
『先進複合配方熱熔膠片』產品與傳統熱熔膠港寶之最大的不同點是,當材料溫度逐漸降低到環境溫度時,仍能保持3~5分鐘活化之開放時間,這段時間針對製鞋流程所需之時間而設計。
4. 『先進複合配方熱熔膠片』產品幾乎可以運用在所有的鞋型上,並可以解決一切製鞋的問題。
四、 工廠實務經驗導入
材料準備:
(1) 裁斷:
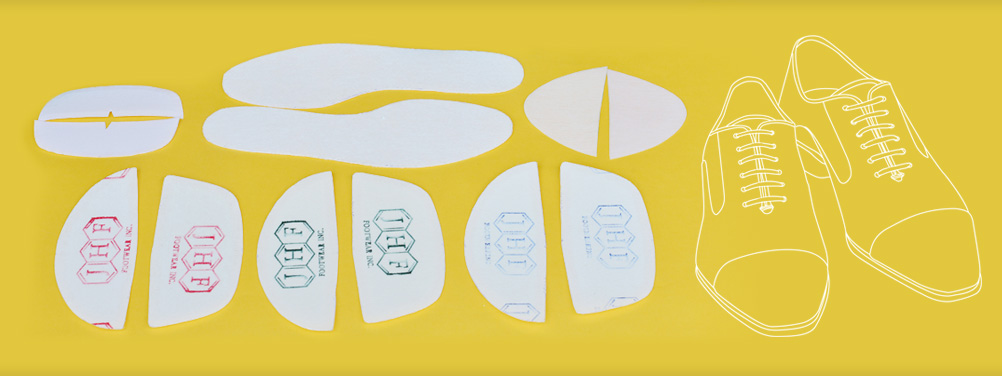
A. 確實依據熱熔膠片上面所提供之圖例裁斷方向進行排版與裁斷作業。通常前套(Toe Puff)以45度斜角;後套(Counter)以水平或垂直為裁向。
B. 同樣厚度情況下,不同的後套鞋版產生不同的圓頂效果(Dome Effect);長鞋版使效果較硬、短鞋版使效果較軟。
C. 後套中央以弧線取代V形切開之作法,可獲較佳之貼合與楦型效果。
(2) 削邊:
A. 由於熱熔膠片較一般前後套港寶之硬度與密度為高,為避免產生削邊時之滑動現象,造成不良之削邊效果。建議使用鋼滾輪,取代削切一般材料所用之石滾輪。
B. 應精確調整削皮機的滾輪及壓腳,使邊緣削成平順之「斜坡狀」;避免因調整不正確而產生「階梯狀」之不良削邊現象。
C. 由於此材料不具親水性,因此可利用冷水取代矽膠油來降溫及作為潤滑劑,不僅較易削邊作業之進行,且附帶有材料清洗之作用。
面部預成型作業:
(1) 建議將本項程序排搭配在「針車部門」作業。
(2) 將備妥之熱熔膠片放入斜面後踵部位內(作業員可利用熱水,事先將中央轉折的部位軟化,較易放入)。
(3) 按鞋面材料的厚度決定烘箱之時間與溫度,通常烘箱設定在85~90℃,預熱3~5分鐘,準備進入「後踵定型」作業。(有的鞋型不需特別預熱)
(4) 鞋面放在後踵定型機之熱模上,進行完全活化與貼合的動作,(通常在熱外模脫開時,可用橡膠榔鎚將後踵中央部位輕輕敲平,使貼合效果更佳)。
(5) 特別注意後踵定型機熱模之溫度與時間設定;尤其針對一些使用時間較長的定型機,經常會發現「儀表溫度」與「實際溫度」差異過大,因此建議使用測溫器實際測量並確認熱模溫度在理想範圍內。
(6) 如後踵為「香奈兒式」之女鞋,可依據後踵外形做兩端較長的透明輔助後套來協助定型。
流水線的作業:(僅針對與熱熔膠片有關之作業流程部分):
(1) 楦頭清潔並貼合中底+鞋面(已含熱熔膠片)送入流動烘箱加熱,使熱熔膠片完成再活化之程序。
(2) 利用鞋面蒸軟機蒸軟鞋面,準備拉幫。(通常真皮鞋面必須有此一步驟)。
(3) 使用自動前幫機拉前幫。(拉幫前應確認熱熔膠片仍應保持活化狀態)
(4) 使用自動中後幫機拉中後幫。(無論是使用機器或使用人工拉幫以前,皆應確認熱熔膠片仍應保持活化狀態)。
(5) 有時作業流程所花時間或流水線動作較長的時候,為避免後套熱熔膠片降溫而硬化,可適當利用簡單之小形加溫裝置(電熱式或蒸氣式皆可),使後套熱熔膠片保持在活化狀況,如此可確保後幫更平順,避免產生任何皺紋與發角現象。
(6) 進入加熱活化烘箱之主要作用為大底貼合之膠水烘乾,但同時亦產生前後套熱熔膠片之再次全面活化而使之完全貼楦。
經過冷凍定型之程序後已完全定型,此時可直接拔楦進入整理組。